
МИНИСТЕРСТВО
ТОПЛИВА И ЭНЕРГЕТИКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТАНДАРТЫ ОТРАСЛИ
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ ТРУБОПРОВОДОВ
ИЗ УГЛЕРОДИСТОЙ И НИЗКОЛЕГИРОВАННОЙ СТАЛЕЙ
НА Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С
ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ
ЧАСТЬ III
СТАНДАРТ ОТРАСЛИ
Детали и сборочные единицы
трубопроводов ТЭС
на Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С
ТРОЙНИКИ СВАРНЫЕ РАВНОПРОХОДНЫЕ С НАКЛАДКОЙ
Конструкция и размеры
ОСТ 34 10.763-97
Предисловие
1 РАЗРАБОТАН АООТ Севзапэнергомонтажпроект
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Министерства топлива и энергетики РФ от 23 декабря 1997 г. № 443
СОДЕРЖАНИЕ
Детали и сборочные единицы трубопроводов ТЭС
на Рраб < 2,2 МПа (22 кгс/см2), t ≤
425 °С
ТРОЙНИКИ СВАРНЫЕ РАВНОПРОХОДНЫЕ С НАКЛАДКОЙ
Конструкция и размеры
Дата введения 1998-03-01
1 Область применения
Настоящий стандарт распространяется на сварные равнопроходные тройники с накладками из углеродистой и низколегированной сталей для трубопроводов тепловых электростанций.
Стандарт соответствует требованиям «Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды» РД 03-94, утвержденным Госгортехнадзором РФ [1].
Сварные равнопроходные тройники с накладками, предназначенными для применения на трубопроводах, на которые распространяются РД 03-94.
Допускается применение сварных равнопроходных тройников с накладкой по настоящему стандарту для изготовления трубопроводов по СНиП 3.05.05, утвержденным Госстроем СССР [2].
Пределы применения сварных равнопроходных тройников приведены в таблице 1.
Таблица 1
|
Условное давление Ру, МПа (кгс/см2) |
Рабочее давление Рраб, МПа (кгс/см2) для температуры рабочей среды, °С |
|||||
|
200 |
250 |
300 |
350 |
400 |
425 |
|
|
2,50 (25,0) |
2,20 (22,0) |
2,20 (22,0) |
1,90 (19,0) |
1,70 (17,0) |
- |
- |
|
1,60 (16,0) |
1,60 (16,0) |
1,40 (14,0) |
1,20 (12,0) |
- |
- |
- |
1.1 Для трубопроводов тепловых сетей допускается применение сварных равнопроходных тройников с накладками на рабочее давление до 2,5 МПа при рабочей температуре до 200 °С.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ОСТ 34 10.747-97 Детали и сборочные единицы трубопроводов ТЭС на Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С. Трубы и прокат. Сортамент.
ОСТ 34 10.748-97 Детали и сборочные единицы трубопроводов ТЭС на Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С. Соединения сварные стыковые. Типы, конструктивные элементы и размеры.
ОСТ 34 10.766-97 Детали и сборочные единицы трубопроводов ТЭС на Рраб < 2,2 МПа (22 кгс/см2), t ≤ 425 °С. Технические требования.
3 Конструкция и размеры
Конструкция и размеры сварных равнопроходных тройников с накладками должны соответствовать указанным на чертеже 1 и в таблицах 2 и 3.
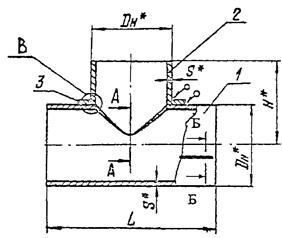
* Размеры для справок
Чертеж 1, лист 1
В
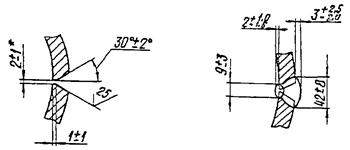
Подготовка кромок под сварку
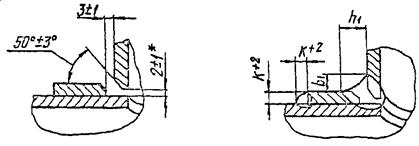
А-А
Подготовка кромок под сварку
* Размеры для справок
Чертеж 1, лист 2
Б-Б
Подготовка кромок под сварку
* Размеры для справок
Чертеж 1, лист 3
Таблица 2
Размеры в миллиметрах
|
Обозначение тройника |
Условное давление Ру, МПа (кгс/см2) |
Условный проход Dу |
Размеры присоединяемой трубы Dн´S |
Dн |
S |
L |
H |
|
|
Номин. |
Предельное отклонение |
|||||||
|
01 |
2,5 (25) |
1000 |
1020´14 |
1020 |
25 |
1600 |
-6,0 |
790 |
|
02 |
1200 |
1220´14 |
1220 |
1850 |
890 |
|||
|
03 |
1,6 (16) |
1600 |
1620´14 |
1620 |
2300 |
-10,0 |
1130 |
|
Окончание таблицы 2
Размеры в миллиметрах
|
Обозначение тройника |
K |
b |
b1 |
h |
h1 |
Масса, кг |
|
Не менее |
||||||
|
01 |
4 |
52 |
35 |
3 |
18 |
1109 |
|
02 |
14 |
1609 |
||||
|
03 |
10 |
2545 |
||||
Пример условного обозначения сварного равнопроходного тройника с накладкой диаметром 1620 мм и толщиной стенки 25 мм на Ру 1,6 МПа:
Тройник равнопроходный с накладкой 1620´25-1,6 03 ОСТ 34 10.763-97
Таблица 3
|
Обозначение тройника |
Позиция 1 Корпус |
Позиция 2 Штуцер |
Позиция 3 Накладка |
|||
|
Наружный диаметр и толщина стенки |
L |
Материал по ОСТ 34 10.747 раздел |
Масса, кг |
Обозначение по ОСТ 34 10.762 |
Обозначение по настоящему стандарту |
|
|
01 |
1020´25 |
1600 |
11 |
808 |
2-33 |
2-01 |
|
02 |
1220´25 |
1850 |
1110 |
2-36 |
2-02 |
|
|
03 |
1620´25 |
2300 |
1806 |
2-44 |
2-03 |
|
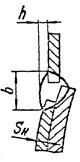
3.1 Конструкция и размеры накладок должны соответствовать указанным на чертеже 2 и в таблице 4.
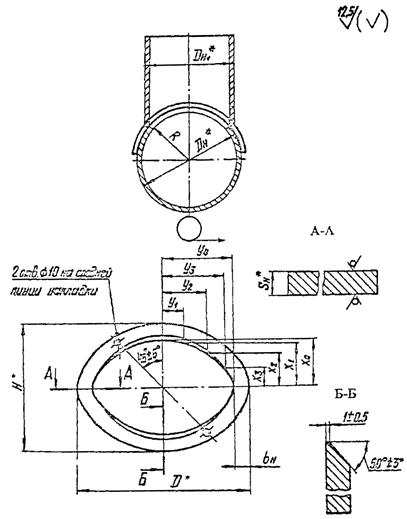
* Размеры для справок
Чертеж 2
Таблица 4
Размеры в миллиметрах
|
Обозначение накладки |
Наружный диаметр |
D |
H |
bн |
Sн |
R |
X0 |
X1 |
X2 |
X3 |
Y1 |
Y2 |
Y3 |
Y4 |
Масса, кг |
|
|
Dн |
Dн1 |
|||||||||||||||
|
2-01 |
1020 |
1020 |
1578 |
1266 |
120 |
4 |
485 |
513 |
474 |
363 |
196 |
201 |
396 |
573 |
689 |
15,4 |
|
2-02 |
1220 |
1220 |
1960 |
1566 |
170 |
14 |
585 |
613 |
566 |
433 |
245 |
240 |
474 |
711 |
810 |
93,4 |
|
2-03 |
1620 |
1620 |
2598 |
2026 |
200 |
10 |
785 |
813 |
751 |
575 |
311 |
319 |
632 |
925 |
1099 |
104,4 |
|
2-04 |
133 |
89 |
152 |
146 |
25 |
4 |
40 |
48 |
44 |
34 |
18 |
18 |
35 |
46 |
51 |
0,3 |
|
2-05 |
1220 |
1020 |
1278 |
1126 |
50 |
6 |
485 |
513 |
474 |
363 |
196 |
199 |
384 |
529 |
589 |
8,5 |
Пример условного обозначения накладки к тройнику с наружными диаметрами 1020 мм:
Накладка 2-01 ОСТ 34 10.763-97
3.2 Материал - листовая сталь в соответствии с разделом 11 ОСТ 34 10.747 за исключением сталей Ст3сп5 и Ст3Гпс4.
Примечание - при применении стали марки 20К параметры среды принимаются согласно приложению А.
3.3 Отверстие в корпусе (деталь 1) разметить по штуцеру (деталь 2).
3.4 Методы обработки кромок, значения забора между штуцером и корпусом устанавливаются производственно-технологической документацией (ПТД) (технологическим процессом) по сварке в зависимости от применяемого способа сварки.
3.5 Расположение продольных сварных швов на штуцере и корпусе устанавливается заводом-изготовителем с учетом требований 2.3.4 «Правил пара и горячей воды».
3.6 Обработку кромок и внутренней расточки штуцера и корпуса допускается производить по усмотрению завода-изготовителя до их сварки.
3.7 Значения зазоров и допускаемые смещения внутренних кромок при сварке обечаек устанавливаются требованиями ПТД или производственных инструкций по сварке, в зависимости от применяемого способа сварки.
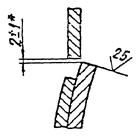
3.8 До приварки штуцера к корпусу на штуцер нанести измерительную базу - линию на расстоянии h2 от края фаски.
При контроле сварного соединения штуцера с корпусом, до приварки накладки, измерительная база штуцера должна быть видимой на расстоянии не более 5 мм от края сварного шва.
3.9 Величины выпуклости и вогнутости корня, углового шва должны соответствовать таблицам 16.8 и 16.9 РТМ-1с [3] соответственно.
3.10 Требования к подготовке кромок тройников под сварку и сварке их с трубопроводом по ОСТ 34 10.748, при этом диаметры расточек корпуса и штуцера и минимально-допустимые толщины стенок в месте расточек выбираются в зависимости от размеров присоединяемых труб.
3.11 Рекомендуется производить подварку углового шва в соответствии с требованиями ПТД.
3.12 Неуказанные предельные
отклонения размеров ![]()
3.13 Остальные требования по ОСТ 34 10.766.
Приложение А
(обязательное)
Пределы применения тройников из стали 20К
Пределы применения тройников из листовой стали 20К по ГОСТ 5520 должны соответствовать таблице А.1.
|
Обозначение тройника |
Давление Ру, МПа (кгс/см2) |
|
01 |
2,5 (25) |
|
02 |
1,6 (16) |
|
03 |
1,0 (10) |
Приложение Б
(информационное)
Библиография
[1] РД 03-94. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды.
[2] СНиП 3.05.05-84. Технологическое оборудование и технологические трубопроводы.
[3] РД 34 15.027-93. Сварка, термообработка и контроль трубных, систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций (РТМ-1с-93). Утвержден Госгортехнадзором и Минтопэнерго РФ.